
Order Products
Unit of Measure
1/EA
1/EA
Min Order Qty
1
1
Maximum Operating Temperature (F)
180 °F
Maximum Operating Temperature (C)
82 °C
Change out pressure drop (bar)
0.83 bar
Change out pressure drop (psid)
12 psid
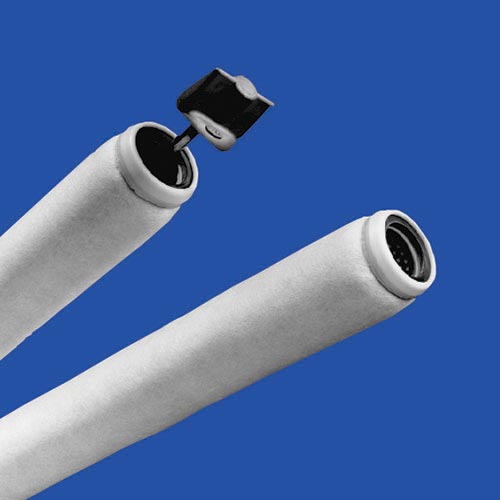
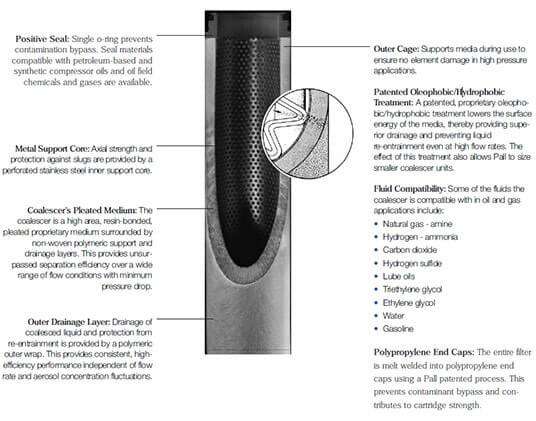
Pall SepraSol™ Liquid/Gas Coalescers offer high-efficiency liquid and solids removal from contaminated gases and lower maintenance and operating costs.
Features:
Clean, aerosol-free gas is critical to equipment reliability and the economic efficiency of gas processing, petroleum refining, and chemical processing applications. Pall SepraSol™ liquid/gas coalescers remove liquids and solids from contaminated gases with high efficiency and reduce operating and maintenance costs.
SepraSol™ liquid/gas coalescers come with the patented oleophobic/hydrophobic treatment that lowers the medium's surface energy and promotes rapid drainage of the coalesced liquids. It enhances the capacity for liquid challenges and results in improved performance allowing for smaller systems, lower pressure drop, and improved ability to recover from liquid slugs.
Pall’s SepraSol liquid/gas coalescers eliminate virtually all solids and liquids in a gas stream. Downstream liquid levels are as low as 0.003 ppmw1, and the solids removal rating is 0.3 micron (μm) (99.99% efficiency)2
1 Test conditions used to measure efficiency area are as follows:
Flow rate: 900 SCF/minute per 30 in. element at 37.8°C (100°F) and 6.9 bar (100 psig)
Liquid inlet: 50 ppmw oil
2 Per sodium chloride test
Why choose Pall SepraSol™ Coalescers?
Additional Features of the Pall SepraSol Liquid/Gas Coalescing Filter
Product Highlights:
Performance Specification
Solid Removal Rating |
0.3 μm (99.99%) |
Temperature Rating |
180 °F (82 °C) |
150 °F (65 °C) with Water |
|
Clean & Saturated Pressure Drop |
Sized to your specification |
Figure 1: Effect of Pressure Drop on Compressor Operating Costs5
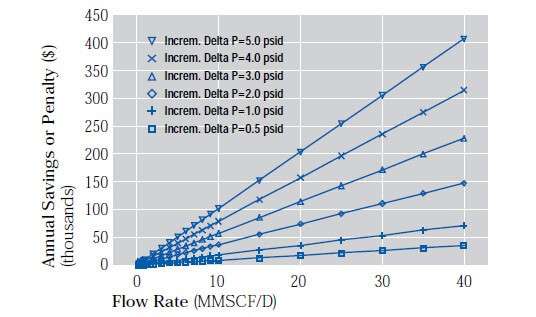
5 Conditions: Delta P on inlet pressure
Inlet Pressure = 20 psia
Outlet Pressure = 200 psia
Gas compressed is methane
Costs based on $0.07/kwhr
Pall Corporation applies a patented oleophobic/hydrophobic chemical treatment on all of its SepraSol liquid/gas coalescers. This allows the coalescers to operate at a lower saturated pressure drop. As shown in Figure 1, a small difference in saturated pressure drop can result in significant savings in operating costs.
About Coalescer Efficiency Ratings
The measurement of the efficiency and the pressure drop of a coalescer should reflect operating conditions. Many manufacturers of coalescers measure efficiency using the dioctyl phthalate (DOP) test. The DOP test was not originally designed to measure the performance of a coalescer under operating conditions seen in the oil and gas industry. Rather, the DOP test is performed under the following conditions:
Pall has developed a test called the Liquid Aerosol Separation Efficiency (LASE) Test to specially measure the performance of a coalescer under operating conditions. The table below compares the LASE and the DOP tests. For further details on the LASE test, see Pall literature GAS-4300b, "Recent Developments in Performance Ratings of Gas/Liquid Coalescers ."
Pall LASE Test vs. Conventional DOP
|
Pall LASE Test |
DOP Test |
LASE Advantage |
|---|---|---|---|
Efficiency Rating |
Measures ppmw of total downstream aerosol concentration |
Measures only the capture efficiency of 0.3 μm DOP aerosols |
Specifies performance based on total liquid removal |
Test Contaminant |
Polydispersed 20 wt. compressor lube oil (size range 0.1-1.0 μm) |
Monodispersed dioctyl phthalate (size range at 0.3 μm only) |
Closely simulates actual process contamination |
Downstream Contaminant Measurement |
Full flow membrane sampling of all size contaminants |
Indirect light scattering of 0.3 μm contaminants |
Directly measures the amount of all liquid downstream |
Pressure Conditions |
Performed under positive pressure conditions |
Performed under vacuum |
More closely reflects actual process pressure conditions |
Cartridge Condition |
Performed on a saturated cartridge |
Performed on dry cartridge |
Reflects actual process cartridge service |
Pressure Drop Measurement |
Measures operating saturated cartridge pressure drop |
Measures dry cartridge pressure drop |
Provides a more realistic service pressure drop |
Nominal Cartridge Dimensions
Part Number |
Outer Diameter (mm/in.) |
Length (mm/in.) |
Surface Area (m2/ft2) |
|---|---|---|---|
CC3LGA7H133 |
70/2.75 |
762/30 |
0.88/9.5 |
CC3LGB7H134 |
70/2.75 |
762/30 |
0.88/9.5 |
3 CC3LGA can replace CC3LG7 in existing Pall coalescing housings.
4 Completely compatible with amines and ammonia.
SepraSol™ liquid-gas coalescers are widely used in various oil & gas, chemicals, and polymer industry applications, including –
1. Why should I use Pall SepraSol™ Coalescers?
Pall SepraSol™ Liquid/Gas Coalescers efficiently remove liquids and solids from contaminated gases with a range of benefits, including –
2. What are the benefits of patented oleophobic/hydrophobic treatment in SepraSol™ coalescers?
The patented oleophobic/hydrophobic treatment in SepraSol™ liquid gas coalescers offers a range of benefits. It lowers the surface energy of the medium and promotes rapid drainage of the coalesced liquids. The chemical treatment enhances the capacity for liquid challenges and results in enhanced performance, allowing for smaller systems, lower pressure drop, and improved ability to recover from liquid slugs.